

笨人学深孔钻要多久 100小时 用心学 可以出师
文章作者:台翰机械 发布时间: 浏览次数:4475次
摘要:笨人学深孔钻要多久,这是很多想要从事这方面的行业但又毫无经验的网友们极为想要知道的,为此,小编接下来,就会在文中给广大网友们解析一下,还会详细介绍一下数控深孔钻加工厂的主要结构,希望能帮到有需要的网友们!
国内数控深孔钻床技术装备现状与发展趋势还是很不错的,深孔钻床的特征是高效、高质、经济实用,因而被广泛应用与工程机械、交通、能源、军工、轻工、家电行业,我国的传统的深孔钻床及深孔钻床自动线上要采用机、电、气、液压控制。
笨人学深孔钻要多久
笨人学深孔钻要多久——100小时 用心学 可以出师
1、用一般钻头钻到吃力,(钻头便宜,刀刃要有点不对称,钻出的孔大一点,加长钻头加工时不夹钻。)。
2、换加长小钻头钻透,(对小钻头来说,不是深孔。)
3、换加长的17钻头钻透。(钻了小孔,横刃不用工作,特快。)
笨人学深孔钻要多久
了解清楚笨人学深孔钻要多久之后,让我们一起看看数控深孔钻加工厂的主要结构吧!
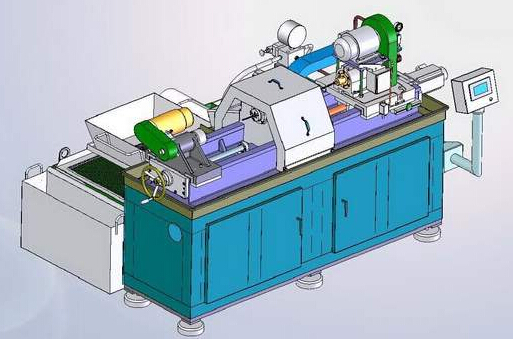
数控深孔钻加工厂的主要结构:
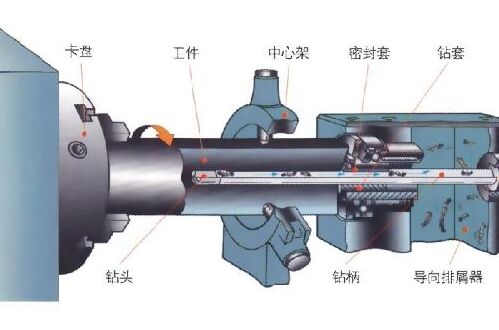
1、机床由床身。床头箱、授油器、拖板、拖板进给系统、中心架、拖架、镗杆支架、镗杆箱、冷却系统、电气系统、液压系统、排屑装置等主要部件组成。
2、机床床身、拖板、箱体、授油器体、支架体等零部件均采用高强度铸铁、树脂砂造型,保证机床刚性好、强度高、精度保持性好。床身采用国际先进额中频淬火,淬火深度3—5mm,HRC48-52,耐磨性较高。
3、由授油器授油,授油器装置与机床主轴同心度高,更换导向套方便。镗削方式为推镗,排屑方式为前排屑。工件旋转,工件俩端外圆倒角大于5×30°,为工件夹紧定位用。镗杆旋转并由拖板带动实现纵向进给。
深孔钻床身
机床的床身是由多节床体组合而成,床体是三面封闭且有斜置筋板的结构,刚性较好。床身导轨式矩形的,承受能力大,导向精度好,导轨经过了淬火处理,耐磨性较高。
床身导轨的凹槽中,安装着进给丝杠,丝杠是由多节组合而成,两端由支架支撑,中间由两个拖架铺助支撑,拖架可以沿凹槽底部的导轨移动,其行程与停留时靠拖板部分上的拉板和滚柱来控制。
床身的前壁有一T型槽,其上装有镗杆支架定程座和拖板定程座,以便控制拖板和镗杆支架的位置。床身前壁装有齿条,与手动装置的齿轮啮合,供移动中心架、托架、镗杆支架用。
相信网友们看完之后对不仅清楚了笨人学深孔钻要多久,对数控深孔钻加工厂的主要结构也有了一定的了解,有想要往这个方向发展的网友们可以多参考一下!
本文由自动钻孔机厂家-台翰机械整理发布,转载请注明出处,原文地址:http://www.gdtaihan.cn/news/268.html
上一篇:UG编深孔钻 大大提高工作效率
延伸阅读
-
18-11-17笨人学深孔钻要多久,这是很多想要从事这方面的行业但又毫无经验的网友们极为想要知道的,为此,小编接下来,就会在文中给广大网友们解析一下,还会详细介绍一下数控深孔钻加工厂的主要结构,希望能帮到有需要的网友们!
Zui新资讯
/NEWS 在线客服
在线客服