广东台翰深孔钻厂家专业定制生产钻多深的孔时才用镗刀,价格实惠、质量保障,欢迎来电咨询合作!
数控深孔钻
七轴深孔钻
雕铣机
平移导套座直立式深孔钻
高速钻孔攻牙机
单轴深孔钻
四轴深孔钻
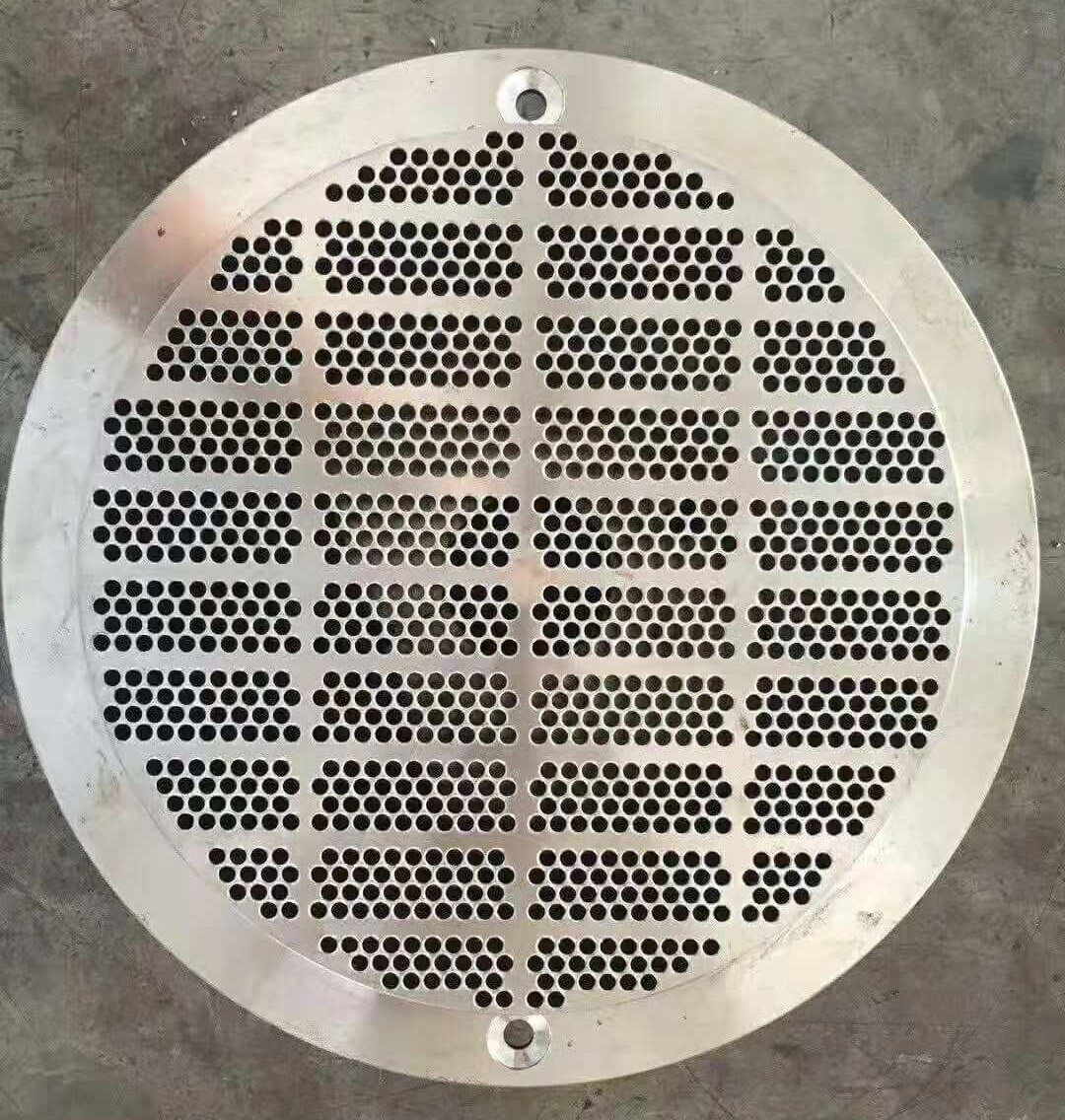
管板深孔钻
选择我们的6大理由
高效率
4种支撑
强大的液压控制
纳米级过滤系统
高精密检测精度
雄厚的实力
新闻资讯
14
29
24
16
17
20
23
18
客户案例
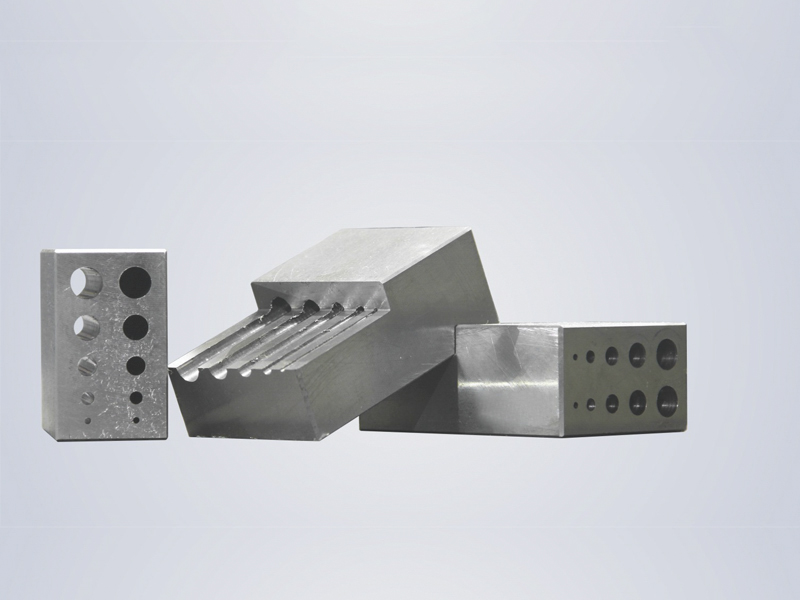
瓶盖模具
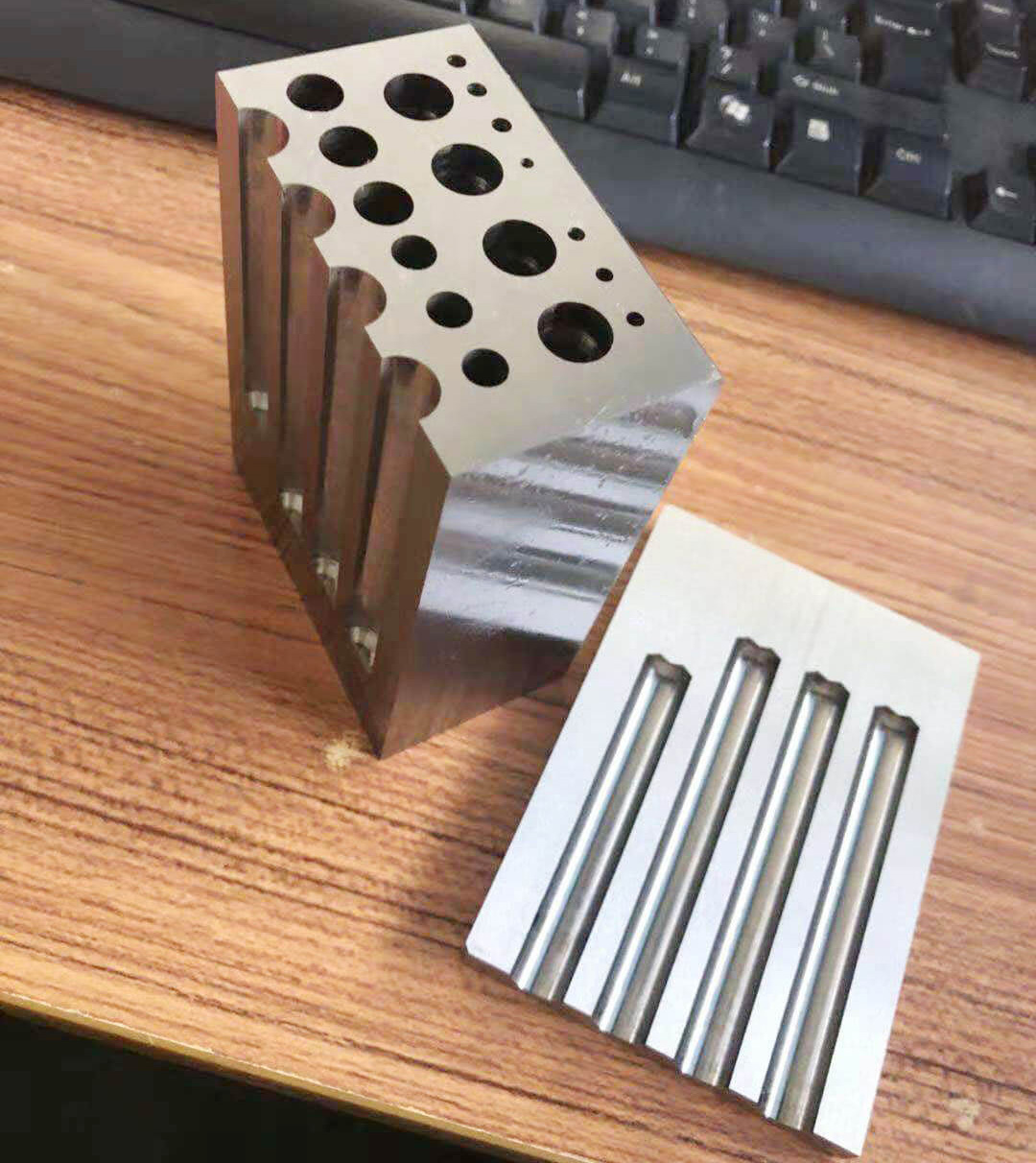
模具钻孔-深孔钻精准模具钻孔
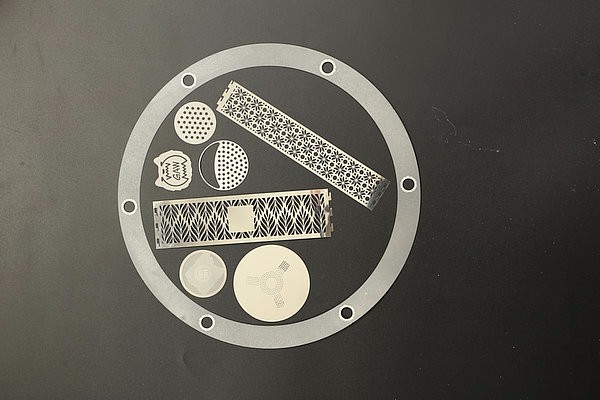
金属幕墙网
深孔模具




























 在线客服
在线客服